貝加萊數控激光切割機控制系統方案

4.1貝加萊GMC通用運動控制概念
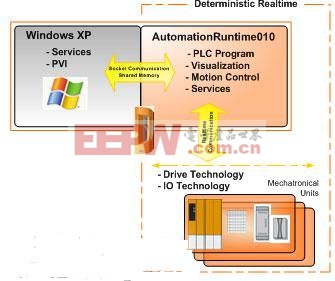
建立在面向對象的編程基礎上,通用的Windows平臺提供了服務和PVI的接口,通過PVI接口與CNC軟件庫ARNC0軟件庫進行交互,這包括了顯示、運動控制、PLC程序,在ARNC0(原來稱為AR010)庫中,從上圖我們可以看到,PLC、運動控制、顯示任務、服務任務均可以在一個統一的平臺下運行,這帶來了諸多的好處。
4.1.1貝加萊一體化的激光功率與CNC同步控制
傳統的激光功率控制通常由激光器的制造商提供一個PLC的控制,而整機的系統提供商則通過通信方式給出速度值,作為功率控制器的調節依據,然而,這里存在的問題在于,功率控制器廠商所提供的是依據其對激光功率控制本身的工藝而設計的子系統,而CNC系統則是考慮運動控制本身而產生的子系統,兩個系統之間有一個同步和協調的問題,這帶來了非常多的偏差。
而BR的GMC架構則使得激光功率的PLC控制和CNC本身的控制融為一體,在軟件上來看,CNC任務和功率控制的邏輯任務均是運行在ARNC0平臺上的任務,其之間的軟件為緊密的耦合關系,而在硬件上,通過Ethernet POWERLINK總線,X,Y軸的運動速度被計算并反饋給系統,系統會同時處理激光功率控制任務,CNC系統采用400uS的高速刷新,而功率控制也可以在相應的循環周期上被處理,以便與運動緊密耦合。
這一設計確保了運動與激光功率的融合,確保了加工精度和生產速度的靈活調整。
對于輔助氣體的控制同樣如此,將整個切割過程建立模型,可以確保氣體的壓力根據材料、厚度、功率等進行調整,從而確保輔助氣體為切割過程提供良好的保障,提高切割質量。
4.1.2機械補償控制
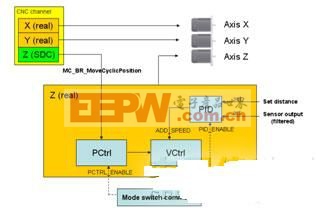
除了傳統的CNC和控制功能,BR系統同時增加了機械補償控制功能,對于很多切割而言,尤其是大型切割系統,其電機驅動的機械單元慣量較大,這會造成慣量不匹配而帶來的切割質量問題,例如:圓角和方角的切割,由于慣量較大,通常其在高速運行時會造成過量,而無法形成高精度的切割輪廓。
通過ACOPOSmulti驅動系統中的前饋控制算法,機械系統的慣量和扭矩需求被預先給定一個前饋值,從而確保其加工中快速實現定位響應。
4.1.3蛙跳功能設計
由于ACOPOS伺服系統具有可自由編輯的曲線,可以根據起始點、終結點、各開關響應時間等設計一條最為光滑而快速的曲線,降低機器振動的同時實現最高效的曲線重定位。
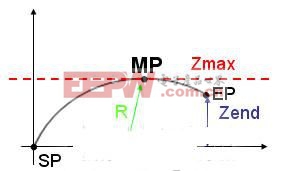
從一個切割到另一個切割點,最完美的曲線設計-傳統的系統都是沒有蛙跳功能,將Z軸參與到X,Y的插補中去,跳的好而又穩定,對于軸控制的響應周期的要求。如上圖,SP-Start Point,MP-Middle Point,EP-End Point, Zmax則代表了Z軸參與X,Y軸插補的位置曲線,該曲線在ACOPOSmulti驅動系統中根據設定點完成中間的曲線自動生成,一方面,確保高速,另一個方面確保機械沖擊小的平滑過渡。
4.1.4CNC圖形顯示
Automation Studio是一個集成化的可視化開發平臺,它提供了CNC加工過程中的圖形處理,并能根據需要對這些圖形進行保存、處理,由于該系統采用APC,可支持高性能處理器對于圖形任務的處理,并且APC開放的接口和Windows XP系統可支持豐富的圖形編輯與設計,通過PVI與Automation Runtime系統進行銜接,這使得Windows豐富的圖形和開發能力與實時控制任務緊密結合,因此,能夠實現一個完全可視化的開發過程,最終交給End User的是一個易于操作和使用而功能強大的系統。












評論