基于S7-200的發電廠化學監控系統設計

3.2 下位監控部分
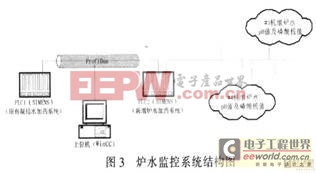
考慮到化學監控系統受控規模較小,且大多數為模擬量輸入點,故系統下位監控部分(I/O模塊)選用目前在工業控制領域應用較普遍的西門子公司的S7-200系列產品。該控制器具有很強的環境適應能力,適合于現場控制。通過選擇不同的I/O模塊l引接收和發送各種標準信號,并通過RS-485通訊接口方式與上位工控機實現數據雙向通訊。控制器為專門設計的硬件產品,或直接將控制程序轉移到S7-200 系統,以使控制器有更好的硬件支持及更少的硬件故障率,并實現更多功能。S7-200是基于PC的可獨立完成數據采集與控制的可編程控制器,能在惡劣的工業環境中可靠運行,還具備通用編程功能,允許運行用C或C++等高級語言編譯的應用程序。系統選用的調節設備為進口變頻器,通過調節加藥泵交流電機的轉速控制加藥量。該控制系統選用上位機軟件WinCC+西門子PLC的組合方案。PLC系統通過PorfiBus總線與上位機WinCC相連接。這種配置的擴展性強,開放性好,便于實現整個化學監控系統。圖3為爐水監控系統結構。
3.3 控制器選型
該控制系統CPU模塊自帶數字量的輸入/輸出,無需單獨的D/A轉換模塊。以西門子的 CPU214作為控制器的核心(CPU模塊),它具有豐富的指令系統,能夠進行各種復雜的邏輯運算和算術運算以及各種函數運算,如信號標度變換、信號濾波、PID運算等。在CPU模塊內部,由微處理器通過數據總線、地址總線、控制總線以及輔助電路連接存儲器、接口及I/O單元。借助編程器接收鍵入的用戶程序和數據;讀取并解釋執行用戶程序;按規定的時序接收輸入狀態,刷新輸出狀態,與外部設備交換信息;診斷PC的硬件狀態等。A/D轉換模塊選用 EM235,該器件是高速12位模擬量模塊,能在149 ms內將模擬量轉換成相應的數字量。輸入電壓信號或電流信號。一般來說,pH值表都有4~20mA信號輸出,因此采用4~20mA標準信號輸入。
4 系統軟件設計
4.1 上位機控制軟件
上位機采用WinCC系統,WindowsNT32具有的搶先多重任務的特性,確保對過程事件的快速反應并提供多種防止數據丟失的保護。WinCC是基于WindowsNT32位操作系統,在生產和過程自動化中解決可視化和控制任務的工業技術中性系統。它提供了適用于工業的圖形顯示、消息、歸檔以及報表的功能模塊。高性能的過程耦合、快速的畫面更新、以及可靠的數據使其具有高度的實用性。
除了這些系統功能外,WinCC還提供開放的界面,用于用戶解決方案。這使得WinCC集成復雜、廣泛的自動控制解決方案成為可能,可集成以ODBC和SQL方式的歸檔數據訪問,以及通過OLE2.0和ActiveX控件的對象和文檔鏈接。
4.2 下位機控制軟件
STEP 7-Micro/WIN提供3種編輯器來創建程序:梯形圖(LAD)、語句表(STL)、和功能塊圖(FBD)。用任何一種程序編輯器編寫的程序,都可用另外一種程序編輯器來瀏覽和閱讀,但要遵循一些輸入規則。STEP 7-Micro/WIN項目窗口為創建控制程序提供了一個便利的工作空間。工具欄為常用菜單命令的快捷方式提供按鈕;操作欄為訪問STEP 7-Micro/WIN不同的程序組件提供一組圖標,指令樹顯示所有項目對象和創建控制程序所需指令;程序編輯器中包括程序邏輯和局部變量表,可以在局部變量表中為臨時的局部變量定義符號名。程序編輯器的底部有子程序和中斷服務程序的標簽。點擊這些標簽可以在主程序、子程序和中斷服務程序之間切換。
4.3下位機控制軟件編程實例
4.3.1 采樣信號軟件濾波
在現場調試時發現,該系統存在較為嚴重的信號干擾問題,通過查找問題并采用硬件隔離等措施均不見成效,由于工期較短、時間較急,故采用軟件濾波的方法加以處理,這也是工程中常見的處理方式。
4.3.2 比例/積分/微分(PLD)回路控制指令應用
PID回路指令(包含比例、積分、微分回路)用來進行PID運算。S7-200的PID回路未設置控制方式,只要PID塊有效,就可執行PID運算。在這種意義上說,PID運算存在一種“自動”運行方式。當PID運算不被執行時,稱之為“手動”方式。同計數器指令相似, PID指令有一個使能位。當該使能位檢測到一個信號的正跳變(從0到1),PID指令執行一系列的動作,使PID指令從手動方式無擾動地切換到自動方式。為了達到無擾動切換,在轉變到自動控制前,必須用手動方式把當前輸出值填入回路表中的Mn欄。
5 結論
基于西門子S7-200可編程控制器的發電廠化學監控系統應用計算機網絡技術,實現生產過程的控制管理,提高設備運行效率和可靠性。該系統已成功應用于某4x300 WM發電機組。實踐證明,該系統不僅滿足生產需要,提高化學監控診斷及管理水平,而且為企業創造更高的經濟效益。




評論